


Præcisionsstempling skæreindsats
Shenzhen Xincheng Precision Technology Co., Ltd. har specialiseret sig i ultra-præcision langsom-wire EDM-bearbejdning, mikroskala profilskæring, præcisionsbearbejdning af wolframcarbid og fremstilling af præcisionsformkomponenter. Virksomheden er udstyret med højpræcisions slow-wire EDM-maskiner – såsom Sodick AP250L og Seibu MM35HP – samt Keyence IM-seriens automatiske inspektionssystemer. Dette gør os i stand til at udføre meget udfordrende, ultra-præcision mikrobearbejdningsprojekter og give dig højkvalitets præcisionsstempling udstansningsskær.
Send forespørgsel
Produkt beskrivelse
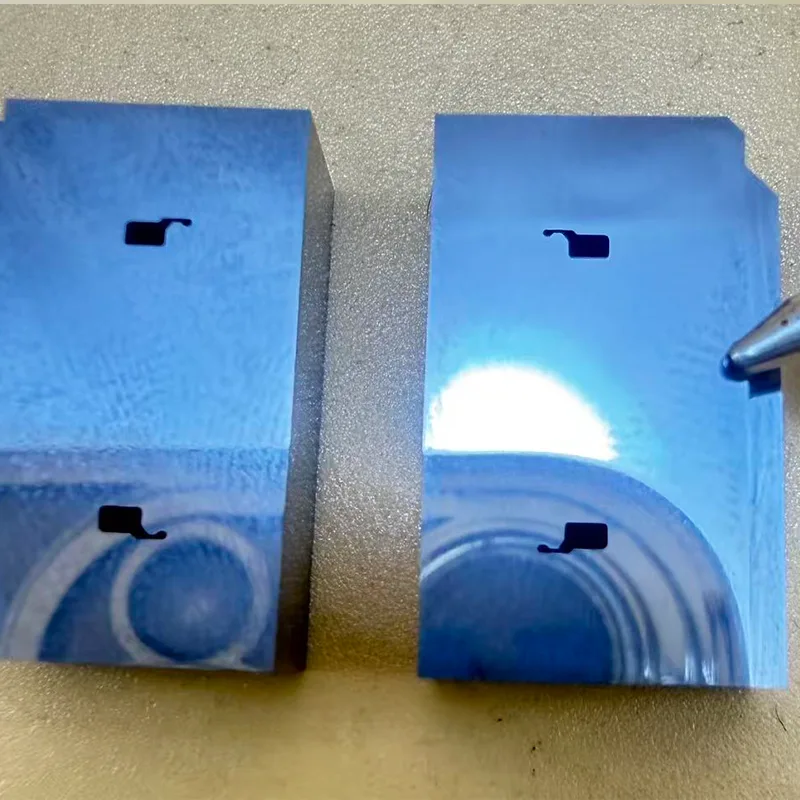
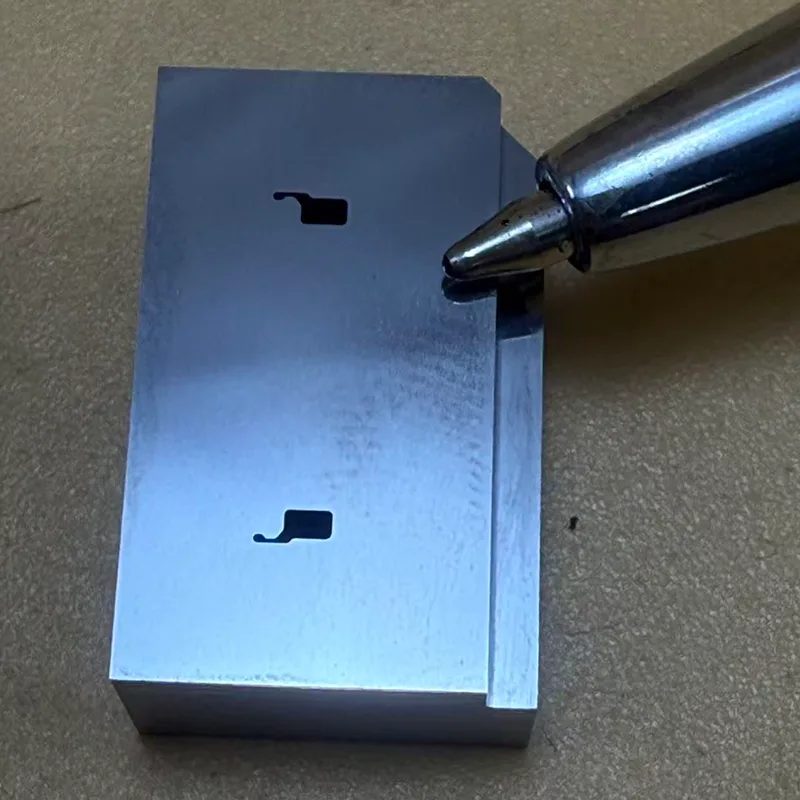
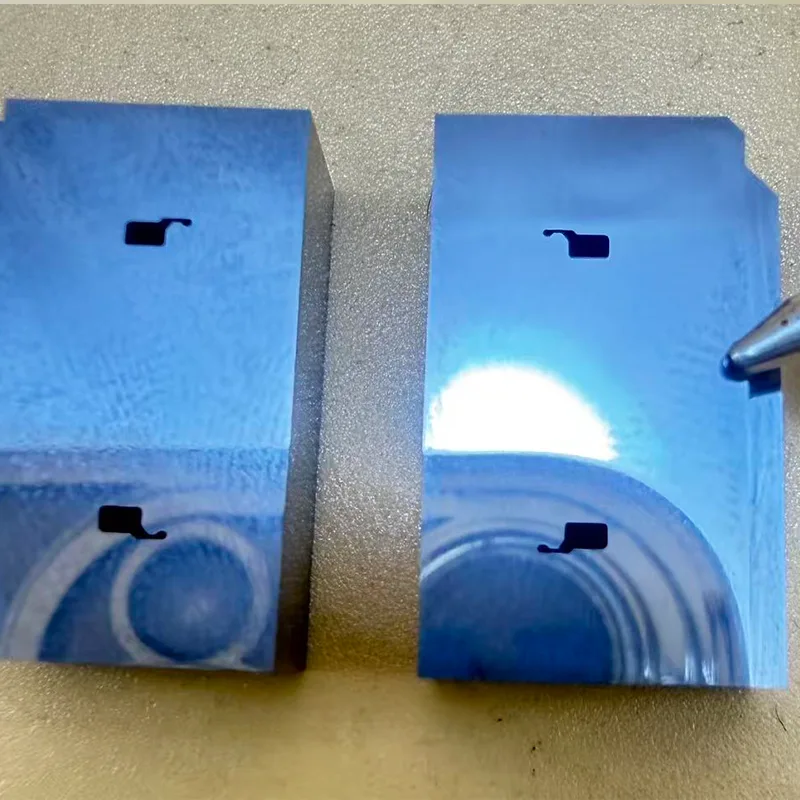
Dette casestudie beskriver et ultra-præcisions slow-wire EDM-bearbejdningsprojekt til et avanceret præcisionsstemplingsskær. Skæret er fremstillet af KD20 hårdmetal (wolframcarbid), med en materialehårdhed på HRA 90–92; det repræsenterer et typisk eksempel på en høj-hårdhed, høj-skørhed, ultra-præcisionsformkomponent. Produktets geometri inkorporerer indviklede mikroprofiler, nul-tilspidsende lige skærekanter og komplekse præcision-tilspidsede strukturer. Disse indsatser bruges i vid udstrækning inden for forbindelsesforme, IC- og halvlederforme, præcisionshardware til nye energianvendelser og avancerede elektroniske stanseforme.
Bearbejdningsparametre
|
Behandler vare |
Parameter detaljer |
|
Emnenavn |
Præcisionsstempling skærekantindsats |
|
Behandlingsudstyr |
Sodick AP250L Wire EDM Machine |
|
Diameter på elektrodetråd |
0,05 mm Ultrafin kobbertråd |
|
Bearbejdningsteknologi |
1 grovskæring + 8 finish trimning |
|
Test udstyr |
Keyence IM-1220 automatisk billedmålingsinstrument |
|
Emnemateriale |
KD20 Tungsten Carbide Legering |
|
Materiale hårdhed |
HRA 90~92 (ca. HRC 69~72) |
|
Dimensional Tolerance Kapacitet |
±0,001 mm |
|
Ekstern bearbejdningsmetode |
Kombineret solid skære- og slibeproces |
|
Lige klingestruktur |
2 mm Højde, 0° Zero Taper lige klinge |
|
Konisk skærestruktur |
0,5° fuldcirkel blank konisk skæring i nederste sektion |
Krav til kernebearbejdningsprocessen
Den udvendige profil behandles ved hjælp af en kombineret skære- og slibestrategi for at sikre, at datum-dimensioner etableres nøjagtigt i en enkelt operation, hvorved den samlede samlingspræcision og reference-konsistens forbedres.
Det indvendige hulrum har en enkeltsidet bearbejdningsgodkendelse på +0,005 mm. Gennem flere efterbehandlingsgange bliver dimensionerne gradvist nærmet sig for at minimere termiske effekter og dimensionsdrift.
Den indvendige lige skærkant, der er 2 mm høj, er strengt kontrolleret for at opretholde en 0° (nul) tilspidsning, hvilket sikrer overlegen stanseskåret overfladekvalitet og banebrydende konsistens.
Den nederste del af skærkanten har en konus i fuld omkreds på 0,5° (reliefvinkel) for at forbedre stabiliteten af skrotudkast under kontinuerlige stemplingsoperationer.
Hvert emne gennemgår fulddimensionel inspektion ved hjælp af et Keyence IM-1220 fuldautomatisk billedmålingssystem, der etablerer et lukket sløjfe-kontrolsystem mellem bearbejdning og inspektion.
AP250L + 0,05 mm tråd + 1 ru-snit / 8 finish-cut proceskontrol
Bearbejdning udføres ved hjælp af ultrafin 0,05 mm kobbertråd, hvilket stiller ekstremt høje krav til udstyrsstabilitet, elektrisk afladningskontrol og ledningsspændingskontrol.
Under bearbejdningsprocessen anvendes en strategi med gradvist at reducere udledningsenergien for hver færdigbearbejdning. Dette indebærer en grovskæring efterfulgt af otte ultra-lav-energi efterbearbejdning passerer for gradvist at lindre den interne restspænding i KD20 wolframcarbid materialet. Flere efterbehandlinger reducerer effektivt tykkelsen af det elektriske udladningspåvirkede lag, forbedrer skærkantens strukturelle integritet og forlænger klingens slidstyrke og levetid.
Lavenergi-vejkompensationskontrol anvendes til mikroskalaområder for at minimere risikoen for overskæring i små hjørner og termisk skade på fine strukturelle funktioner.
Under længerevarende bearbejdningsoperationer prioriteres opretholdelse af stabiliteten af trådspændingen og ensartetheden af den elektriske udladning for at mindske risikoen for ledningsbrud, hjørneafslag og dimensionsforskydning.
Efter otte efterbehandlinger opnår skærkanten en grat-fri, kollapsfri og højpoleret spejllignende finish.
Udfordringer ved bearbejdning af mikrostrukturer
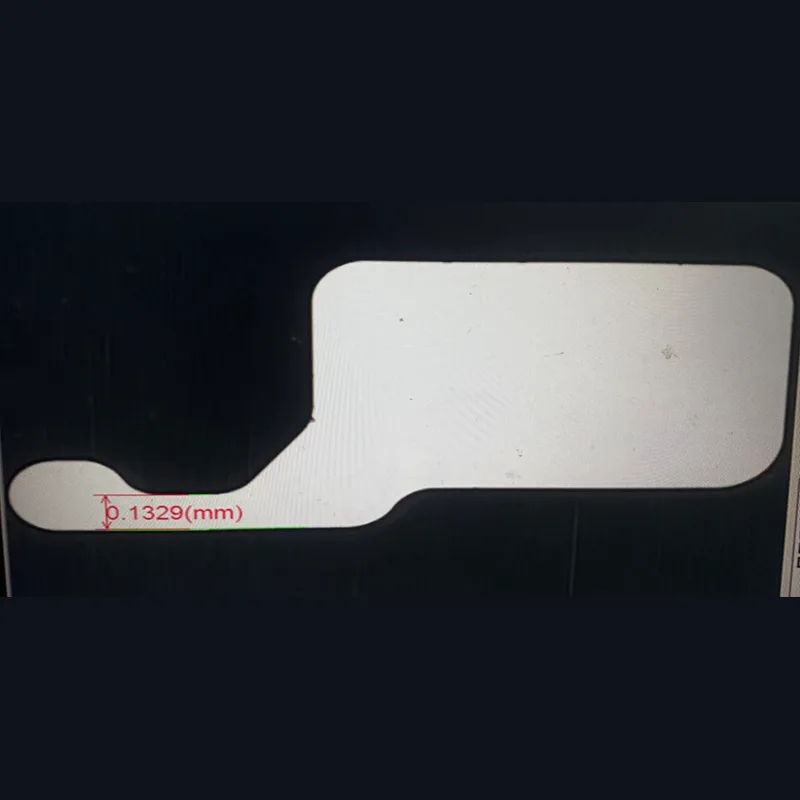
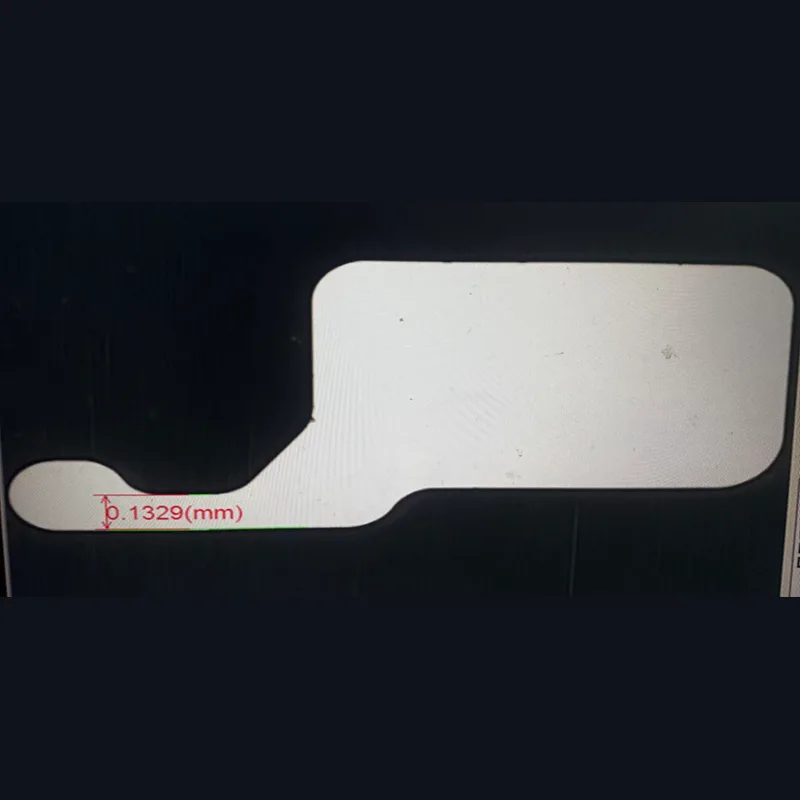
Præcisionsstemplingsskæringsindsatsen repræsenterer et indbegrebet eksempel på en ultra-præcision, mikroskala og kompleks geometristruktur. Emnet har ultrasmå indvendige hjørner, mikrofine skærekanter, ultrasmalle slidser og komplekse tilspidsede skæregeometrier, med de fineste strukturelle egenskaber, der måler cirka 0,1329 mm. Fremstillet af KD20 wolframcarbid - et materiale karakteriseret ved høj hårdhed og iboende skørhed - stiller emnet ekstremt strenge krav til afladningsenergistyring, termisk stabilitet, vejkompensation og synkroniseret konisk skærekontrol. Dette er især kritisk ved anvendelse af ultrafin 0,05 mm kobbertråd, hvor selv de mindste udsving i trådspændingen kan kompromittere skærkantens integritet og delens dimensionsstabilitet.
Kontrolleret konstant temperatur bearbejdningsmiljø
Under den ultra-præcision slow-feed wire-cut EDM proces holdes værkstedsmiljøet på en konstant temperatur. Ved strengt at kontrollere udsving i omgivelsestemperaturen minimeres termiske ekspansionsfejl og dimensionsdrift - som typisk opstår under længerevarende bearbejdningsoperationer - effektivt. Dette sikrer ensartet dimensionsstabilitet gennem de mange efterbehandlingsforløb og opfylder derved kravene til ultrapræcisionsbearbejdning med en tolerance på ±0,001 mm.
Kvalitetskontrol og inspektion ved hjælp af IM-1220
Et Keyence IM-1220 fuldt automatiseret billedmålesystem er brugt til at udføre automatiske scanningsinspektioner på mikronniveau, og derved effektivt eliminere potentielle fejl forbundet med manuel måling.
Vigtige inspektionsparametre omfatter: dimensionerne af indvendige og udvendige konturer, enkeltsidede bearbejdningsgodtgørelser, vinkelretheden af 2 mm skærkantsektionen, 0,5° tilspidsningsvinklen og overfladefinishen af skærkanten.
Inspektionssystemet er i stand til pålideligt at løse tolerancer ned til ±0,001 mm og genererer automatisk digitaliserede kvalitetsinspektionsrapporter.
Ved at bruge feedback fra inspektionsdataene kan bearbejdningsparametre og kompensationsværdier optimeres yderligere, hvorved der etableres et lukket kredsløbskontrolsystem, der problemfrit integrerer bearbejdnings- og inspektionsprocesserne.
Banebrydende kvalitetskontrol
Gennem flere stadier af efterbehandling med ultra-lav energi præcision forbliver den endelige skærkant skarp, gratfri, fri for kantkollaps og fri for brændemærker. Samtidig minimerer denne proces effektivt risikoen for akkumulering af udledningstekstur og mikroskopiske kantrevner, hvilket forbedrer kvaliteten af det udstemplede tværsnit og forlænger den kontinuerlige levetid for præcisionsstemplingsskæringsskæret.
Gældende felter
• Præcisionsstempling
• Konnektorforme
• IC Semiconductor Forme
• Præcisionsmedicinske komponenter
• Præcisions elektroniske prægeforme
• Præcisionshardware til nye energiapplikationer
Hot Tags: Præcisionsstempling skæreindsats, Kina, producent, leverandør, fabrik
Relateret kategori
Send forespørgsel
Du er velkommen til at give din forespørgsel i nedenstående formular. Vi svarer dig inden for 24 timer.





